|
Makine atama planlamanın sadece ek olarak alınabildiği lisanlar: |
 |
 |
Üretim işlemleri ile ilgili Netsim_akademi'deki eğitim video serisini izleyebilirsiniz! |
|
 |
Üretim işlemleri için ÜRETİM-Soru Cevap'a bakabilirsiniz. |
|
İş emirlerinin uygun makinelere ataması yapılır. Ataması yapılan iş emirlerinin takibi ise Gant Plan penceresinde yapılır.
İşlem öncesinde aşağıdaki ayar ya da işlemler yapılır.
ÖN İŞLEMLER 1.Makine Tipi tanımlanır. Makine tanımlanır. Makine tanımında Kapasite sekmesinde günlük/saatlik üretim kapasitesi makine için tanımlanır. Makine kapasitesi girilmez ise makine çalışma süresi hesaplanmaz. 2.Makine Grubu tanımlanır. Makine grubunda makineler eklenir. 3.Makine Planlama Profil tanımında Atama plan türünde profil oluşturulur. Profil içinde mutlaka makine grubu seçilir. 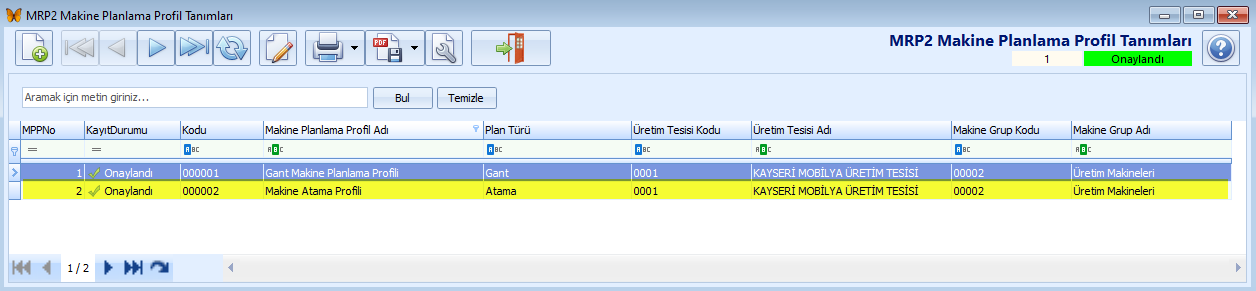
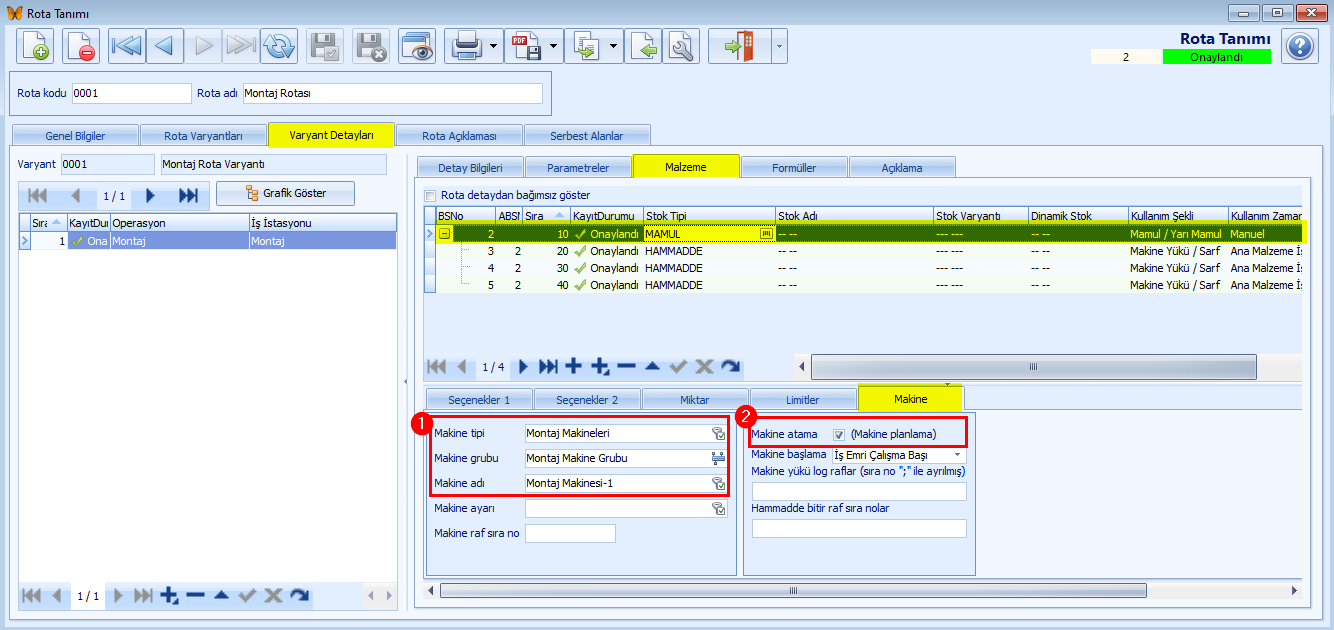
4.Rota tanımında Varyant Detayları sekmesindeki Malzeme sekmesinde mamul/yarı mamul satırına (1) tıklanarak alttaki Makine sekmesinde (2) makine tipi, makine grubu, makine adı girilir. Makine atama kutucuğu (3) mutlaka işaretlenir. Makine ataması için ayar yapılan mamul/yarı mamullerinin iş emirlerine ait kayıtlar Makine Atama Planı penceresinde listelenecektir. 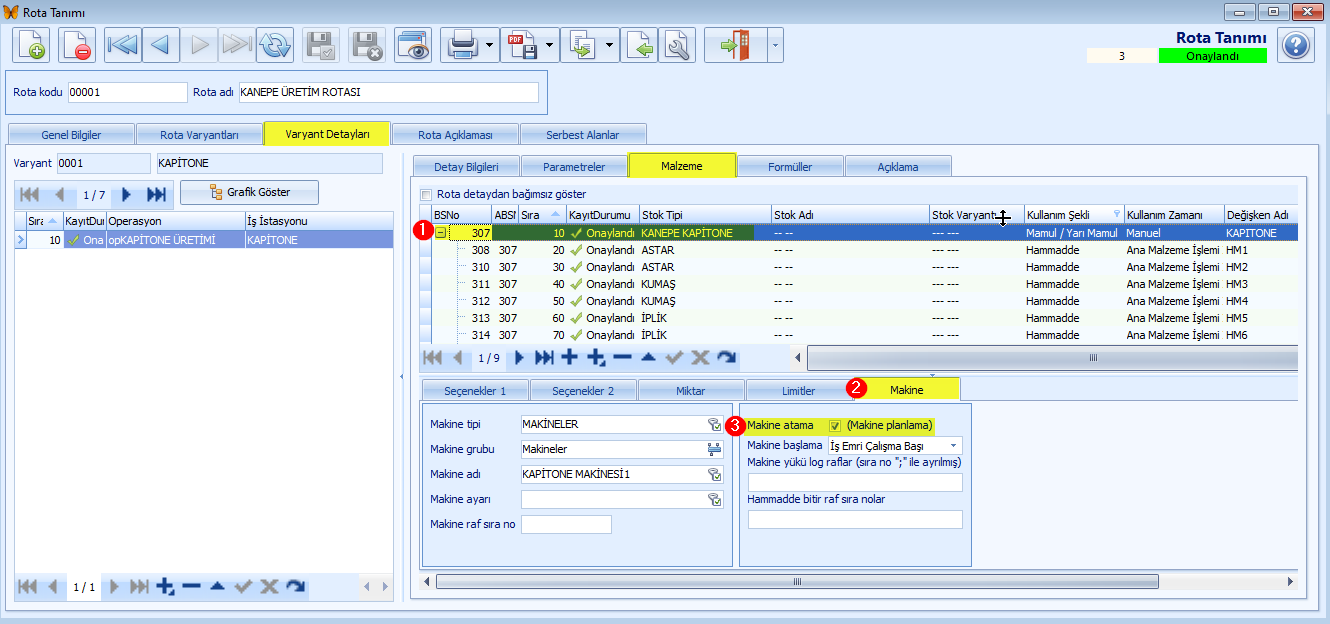
5.İş İstasyonu Tanımı penceresinin Genel Bilgiler sekmesindeki MRP2 Planlama kutucuğu işaretlenir. 6.Rota Tanımı penceresinin Varyant Detayları sekmesindeki Malzeme sekmesindeki Makine sekmesinde Makine Atama kutucuğu işaretlenir ve Makine Başlama alanında İş Emri Çalışma Başı seçilir. 7.Üretim Kaynak Planı (MRP2) onaylanmış iş emirleri oluşturulur. |
 butonuna tıklanarak pencere açılır. Giriş durumunda makine atama plan kaydı oluşur.
butonuna tıklanarak pencere açılır. Giriş durumunda makine atama plan kaydı oluşur.Pencerenin üst bölümünde Kaydet ve Vazgeç butonları bulunur.
Butonların yanındaki alanda filtreleme için iş istasyonu (1) ve operasyon (2) ikonları bulunur. TANIMLAR modülünde İş İstasyonu Tanımı ve Operasyon Tanımı pencerelerinde iş istasyonu ve operasyon kayıtlarının içinde resim yüklenmiş ise burada gösterilir.
![]() Çalışma Paremetreleri
Çalışma Paremetreleri
TANIMLAR modülünde Makine Planlama Profil Tanımları penceresinde girilmiş olan bilgiler getirilir.
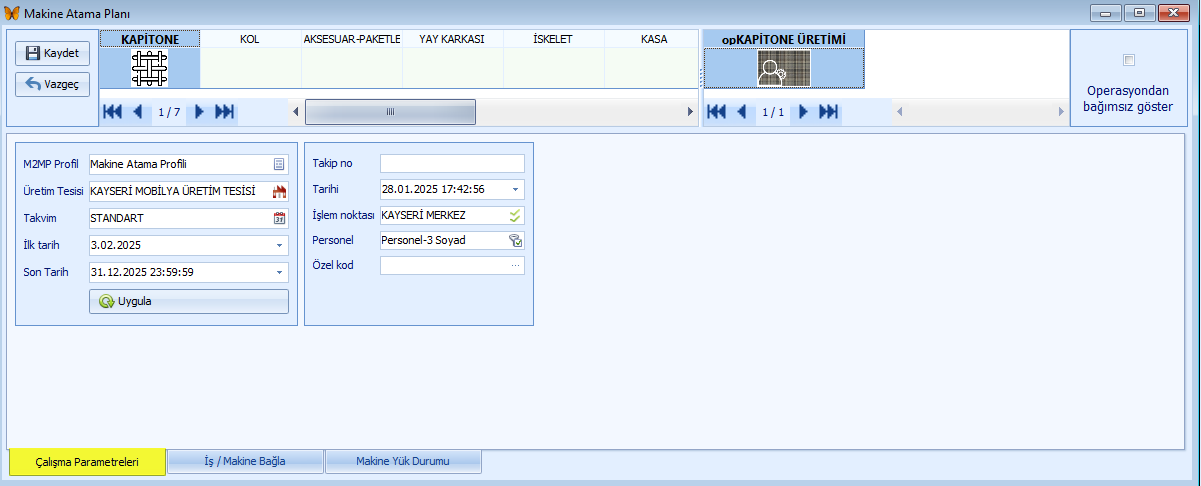
Makine Planlama (M2MP) Profili alanında yeni atama kaydı açmadan önce seçilen makine planlama profili bulunur.
Üretim Tesisi alanında makine planlama profilinin bağlı olduğu üretim tesisi sistem tarafından getirilir.
Takvim alanına makine planlama profilinde seçili olan takvim sistem tarafından getirilir.
İlk tarih alanına makine planlama profilinde tanımlı olan tarih formatına göre sistem tarafından tarih getirilir.
Son tarih alanına makine planlama profilinde tanımlı olan tarih formatına göre sistem tarafından tarih getirilir.
Takip no giriir.
Tarihi sistem tarafından işlem kaydının açıldığı tarih ve saat girilir.
İşlem noktası alanında sistemde işlem yapan kullanıcıya tanımlı olan işlem noktası sistem tarafından getirilir.Klavyeden CTRLve F8 tuşlarına basılarak açılan terminal çalışma parametreleri penceresinde işlem noktası tanımı görülür.
Personel alanında sistemde işlem yapan kullanıcıya tanımlı olan personel sistem tarafından getirilir. Klavyeden CTRLve F8 tuşlarına basılarak açılan terminal çalışma parametreleri penceresinde personel tanımı görülür.
Özel Kod girilebilir. ... (üç nokta) butonuna tıklanılarak açılan Özel Kod penceresinde seçilir ya da elle giriş yapılır. Kullanıcının isteğine bağlı olarak oluşturulan bir koddur ve filtreleme ya da rapor oluşturmak için kullanılabilir.
![]() İş/Makine Bağla
İş/Makine Bağla
Pencerenin üst bölümünde seçili olan iş istasyonuna ait makine ataması yapılacak olan iş emirleri listelenir (1). İş istasyonuna ait makineler listelenir (2). Makinelere ataması yapılan iş emirleri listelenir (3).
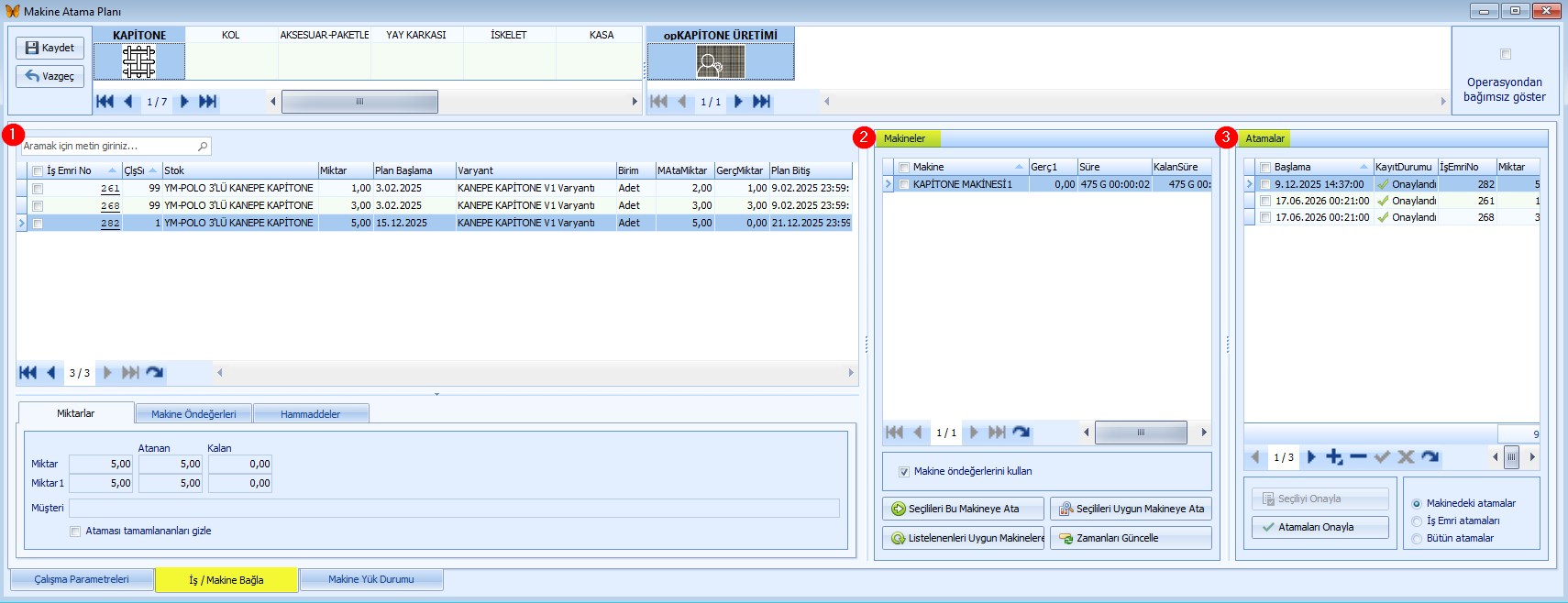
(1) İş Emirlerinin Listelendiği Bölüm
Rota tanımı aşamasında makine atama işlemi için ayar yapılan mamul/yarı mamullere ait iş emir kayıtlarılistelenir.
Herbir satırdaki iş emrine tıklanarak alt bölümdeki Miktarlar, Makine Öndeğerleri, Hammaddeler sekmelerinde iş emrine ait bilgi gösterilir.
Miktarlar sekmesinde üretilecek, makineye atanan ve kalan miktar gösterilir. İş emrinin bağlı olduğu siparişteki müşteri bilgisi gösterilir.
Makine Öndeğerleri sekmesinde iş emrine rotadan gelen makine bilgisi gösterilir.
Hammaddeler sekmesinde iş emrine rotadan gelen varyanttaki hammadde bilgisi gösterilir.
Ataması tamamlananları gizle kutucuğuna tıklanarak buradaki iş emirlerinden makineye atanmış olanlar listede gösterilmez.
(2) Makine Atamalarının Yapıldığı Bölüm
Pencerenin sol bölümünde listelenen iş emirleri seçilerek makine öndeğerlerini kullan kutucuğu işaretlenmiş halde iken Makine Öndeğerleri sekmesindeki makine tipi, makine grubu ve makineye göre listelenen makine(ler) seçilerek işlem butonları kullanılarak atama işlemi yapılır. Atama yapılan iş emirlerinin kayıtları pencerenin sağ tarafındaki Atamalar bölümünde listelenir.
Seçililer Bu Makineye Ata butonuna tıklanarak seçili olan iş emri sağdaki seçili olan makineye atanır.
Listelenenleri Uygun Makinelere Ata butonuna tıklanarak listedeki iş emirlerinden atanmamış olanlar uygun makineye sistem tarafından atanır.
Seçilileri Uygun Makineye Ata butonuna tıklanarak listeden seçilmiş olan iş emri uygun makineye sistem tarafından atanır.
(3) Makine Atamalarının Onaylandığı Bölüüm
Satırdaki yapılmış olan atama kaydı seçilir
Seçiliyi Onayla butonuna tıklanarak listede sadece seçilmiş olan makine ataması Onaylandı durumuna getirilir. Eğer durumu Onaylandı ise bu buton pasif olur.
Atamaları Onayla butonuna tıklanarak listedeki tüm onaylanmamış durumda olan makine atamalarının durumu Onaylandı yapılır.
Makinedeki Atamalar kutucuğu tıklanarak makinelere atanmış olan iş emirlerinin tümü listelenir.
İş Emri Atamaları kutucuğu tıklanarak iş emirlerinden sadece makineye atanacaklar listelenir.
Bütün atamalar kutucuğu tıklanarak durumu Onaylandı ya da Giriş olan tüm makine atamaları listelenir.
![]() Makine Yük Durumu
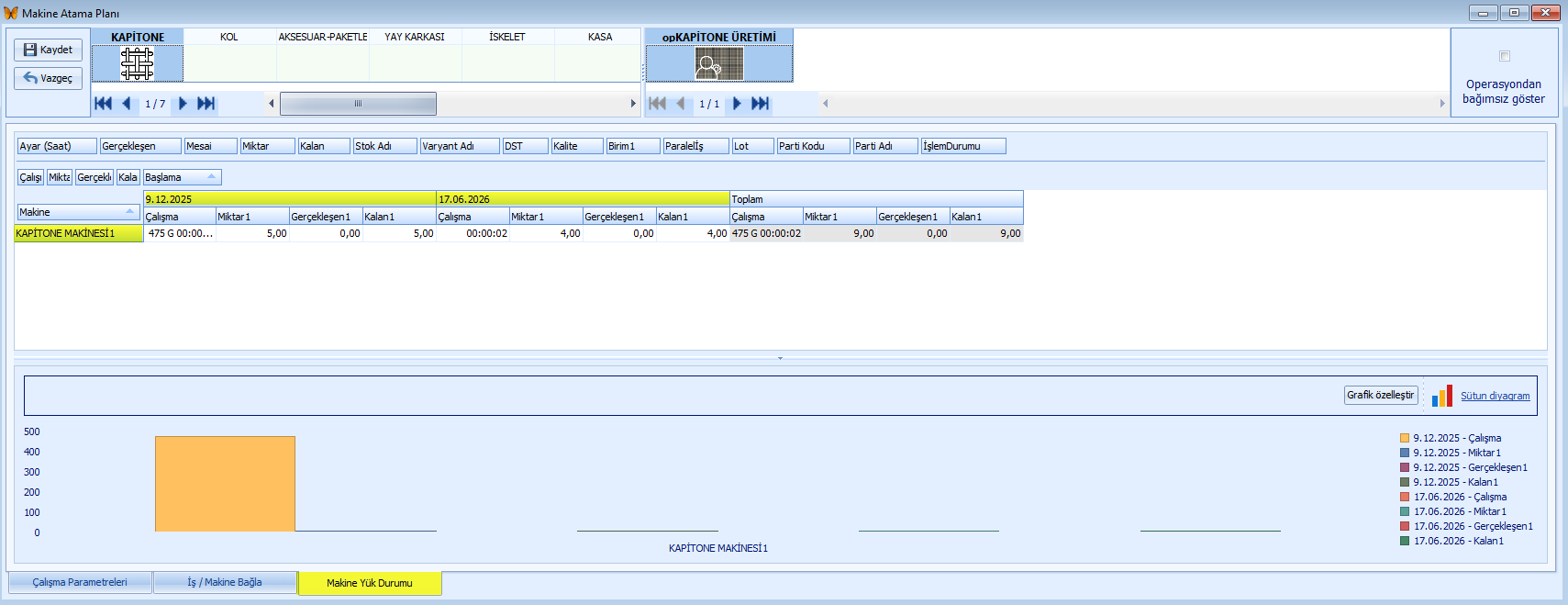
Makine Yük Durumu
Rapor sekmesidir. Makinelere atanmış olan iş yükünü grafiksel olarak tarih bazında gösterir.
Makine tanımı yapılarken makinenin Kapasite sekmesinde günlük/saatlik üretim kapasitesi makine için tanımlanmış olmalıdır. Makine kapasitesi girilmez ise makine çalışma süresi hesaplanmaz.