|
|
Rota tanımlarının sadece ek olarak kullanılabildiği lisanslar:
|
|
|
|
Rota tanımları ile ilgili Netsimakademi'deki eğitim videosunu izleyebilirsiniz!
|
|
|
Rota tanımı ile ilgili işlem için ÜRETİM-Soru Cevap'ta bulunan MRP2 Tanımlar bölümüne bakabilirsiniz.
|
Üretim rotası bir mamul ya da yarı mamulun üretimi için kullanılır.
Bir ürünün üretimi için birden fazla rota kullanılabilir.
Bu sebeple rota varyantı oluşturulur. Rota varyantında üretim şekli, çalışma takvimi, makine grubu, iş istasyonları ve de iş istasyonlarına ait malzeme bilgisi girilir.
Rota varyant tanımındaki bilgiler iş emrine aktarılır.
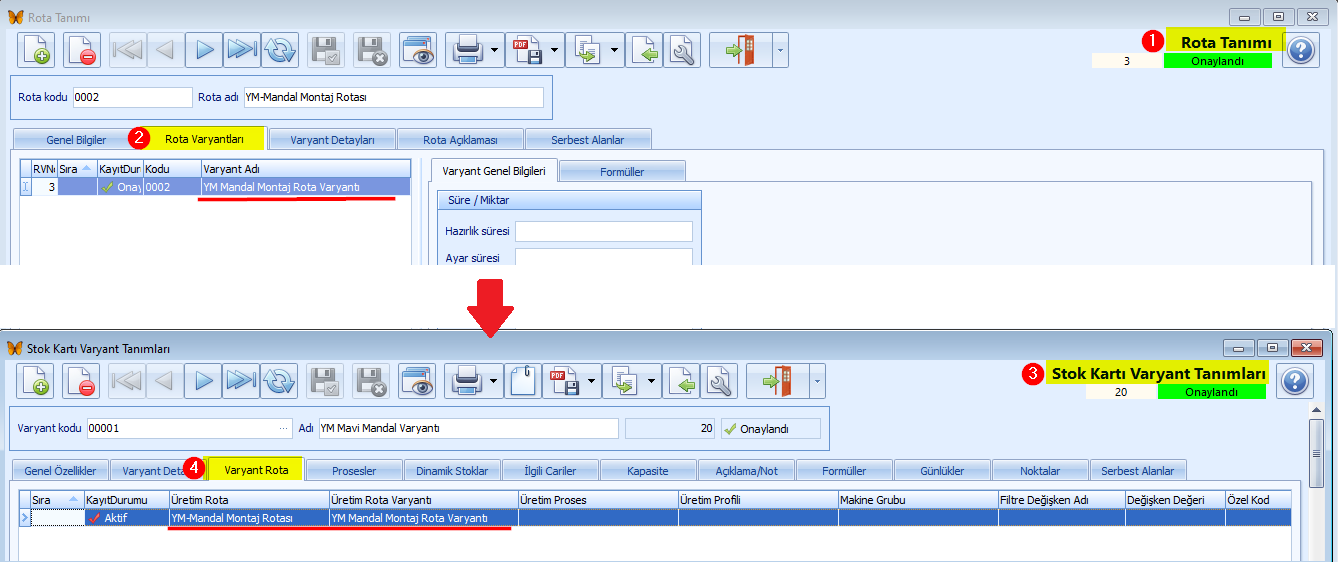
 Rota tanımında (1) rota varyantında (2) oluşturulan kayıt sonrasında stok kart varyantında (3) varyant rotasında (4) seçilir. Rota varyantı olmayan mamul ya da yarı mamul stok kartlarının MRP2 Planlaması yapılamaz ve sonucunda iş emri oluşturulamaz !
Rota tanımında (1) rota varyantında (2) oluşturulan kayıt sonrasında stok kart varyantında (3) varyant rotasında (4) seçilir. Rota varyantı olmayan mamul ya da yarı mamul stok kartlarının MRP2 Planlaması yapılamaz ve sonucunda iş emri oluşturulamaz !
 butonuna tıklanılarak yeni kayıt penceresi açılır. Giriş durumunda iken gerikli alanlara bilgi girişi yapılır.
butonuna tıklanılarak yeni kayıt penceresi açılır. Giriş durumunda iken gerikli alanlara bilgi girişi yapılır.Aktif ve Onaylandı durumuna getirilen kayıtlar diğer işlem pencerelerinde görüntülenip kullanılabilir.
Rota kodu istenilen formatta elle girilir ya da boş bırakılır ise rota adı yazıldıktan sonra  butonuna tıklanınca sistem tarafından artan sırada numara verilir.
butonuna tıklanınca sistem tarafından artan sırada numara verilir.
Rota adı girilir.
 Genel Bilgiler
Genel Bilgiler
İlk girişte seçilen üretim tesisine bağlı olarak bu bölüme bilgiler getirilir.
Üretim tesisi sistem tarafından getirilir. İşlem noktasına tanımlanmış olan üretim tesisi getirilir. CTRL+F8' basarak açılan Terminal Çalışma Parametreleri penceresinde işlem noktası değiştirilebilir.
Üretim şekli seçilir. Varsayılan olarak Kesikli Üretim olarak gelir. Kesikli üretim demek dur-kalk şeklinde yapılan üretimdir. Eğer Proses Üretim seçilir ise rotada reçete tabı aktif olur.
Dinamik veri seti  butonuna tıklanılarak açılan Dinamik Veri penceresinde seçilir.
butonuna tıklanılarak açılan Dinamik Veri penceresinde seçilir.
Çalışma takvimi  butonuna tıklanılarak açılan Takvim Tanım penceresinde seçilir.
butonuna tıklanılarak açılan Takvim Tanım penceresinde seçilir.
Özel Kod girilebilir. ... (üç nokta) butonuna tıklanılarak açılan Özel Kod penceresinde seçilir ya da elle giriş yapılır. Kullanıcının isteğine
bağlı olarak oluşturulan bir koddur ve filtreleme ya da rapor oluşturmak için kullanılabilir.
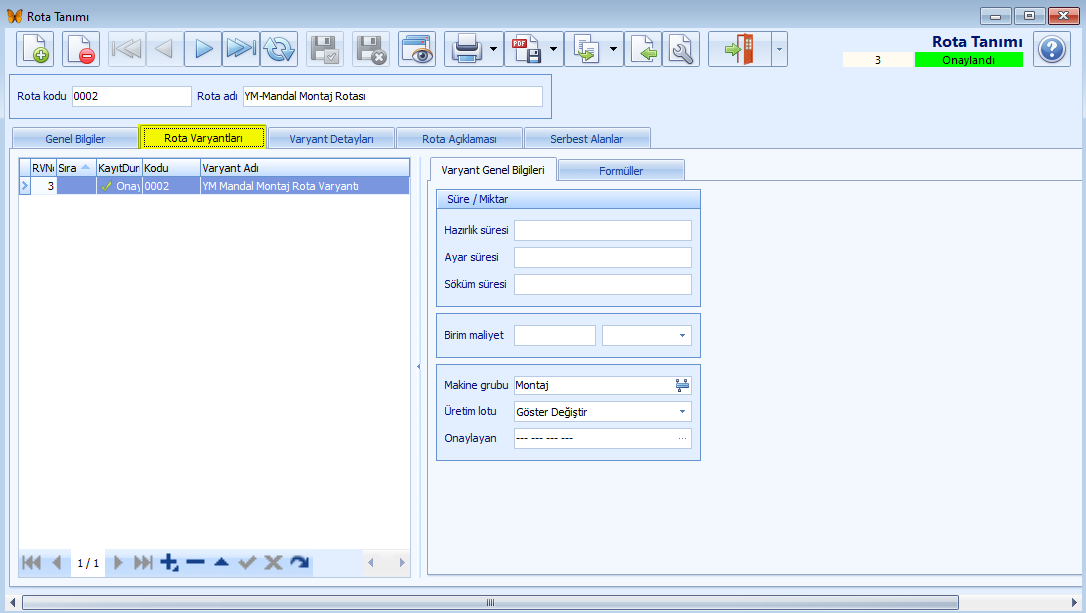
Rota Varyantları
 butonları ile satır bazında kayıt işlemleri (ekleme, silme, onaylama, vazgeçme) yapılır.
butonları ile satır bazında kayıt işlemleri (ekleme, silme, onaylama, vazgeçme) yapılır.
Varyant Adı girilir.
Kayıt durumu Onaylandı durumuna getirilir.
Varyant ile ilgili genel bilgi ve de formül pencerenin sağ bölümünde tanımlanabilir.
Varyant Genel Bilgileri bölümünde Hazırlık Süresi, Ayar Süresi, Söküm Süresi girilir. Örneğin üretim için makinelerin yeri sırası değişecek ise ve bunun için bir süre gerekiyor ise buradaki alanlara girilir.
Bu bilgiler iş emrine aktarılır. ÜRETİM modülündeki İş Emirleri penceresindeki iş emri kaydı içinde Süre/Miktar sekmesinde bu bilgi gösterilir.
Birim Maliyet alanında TL/USUD/EURO cinsinden üretimi yapılacak olan mamul ya da yarı mamul için tutarsal değer girilir.
Makine grubu seçilir. Üretim tesisine ait iş istasyonuna tanımlı olan makine grubu sistem tarafından getirilir.
Üretim Lotu seçilir. Üretim yapılan ilgili mamul ya da yarı mamul için verilen numaradır.
Formüller bölümünde Geçerlilik Şartı, StokVaryant ÖnHesap, StokVaryant SonHesap, MRP2 ÖnHesap, MRP2 SonHesap alanlarında gerekli formüller yazılır.
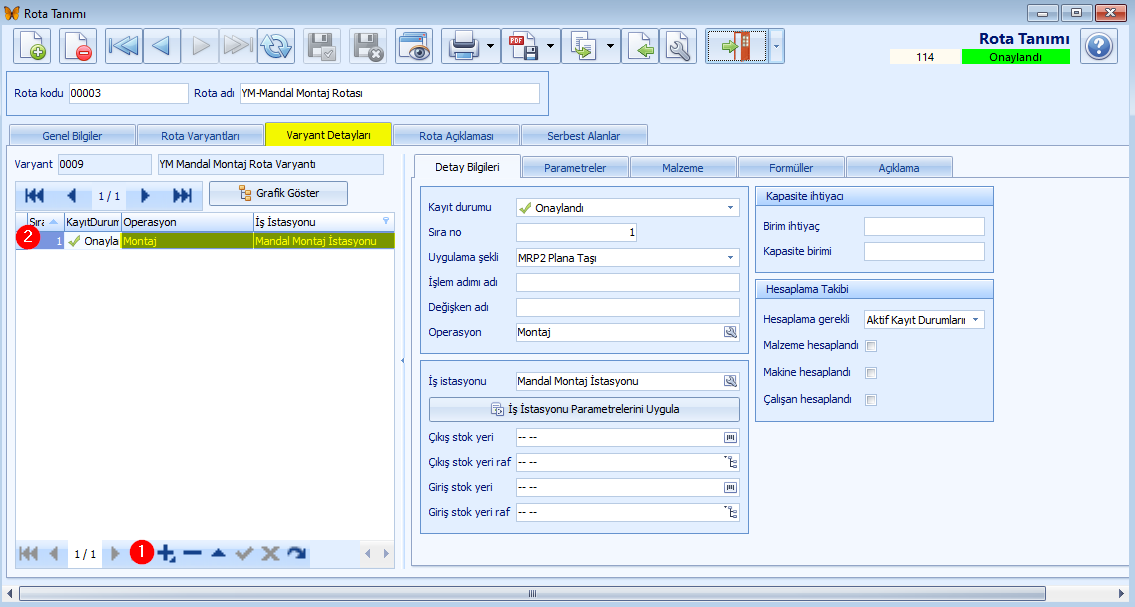
Varyant Detayları
Rota varyantında hangi iş istasyonunda hangi operasyonda hangi malzemeler kullanılacak ise bunların tanımlanması gerekir!
 butonuna (1) tıklanarak satırda rota varyantı oluşturulup operasyon ve iş istasyonu (2) seçilir.
butonuna (1) tıklanarak satırda rota varyantı oluşturulup operasyon ve iş istasyonu (2) seçilir.
Operasyon  butonuna tıklanılarak açılan Operasyon penceresinde seçilir. Zorunlu alandır.
butonuna tıklanılarak açılan Operasyon penceresinde seçilir. Zorunlu alandır.
İş İstasyonu butonuna tıklanılarak açılan İş İstasyonu penceresinde seçilir. Açılan pencerede üretim yeri ve operasyona filtre yapılarak istasyonlar listelenir. Eğer kayıt gelmiyor ise iş istasyon kaydında Operasyon sekmesinde herhangi bir operasyon kaydı yapılıp yapılmadığı kontrol edilir. Zorunlu alandır.
Her bir satırdaki varyant kaydı ile ilgili pencerenin sağ tarafındaki Detay Bilgileri, Parametreler, Malzeme, Formüller, Açıklama sekmelerinde bilgi girilir.
İş emrine rota varyantındaki bilgiler taşınır.
 butonuna tıklanılarak ağaç gösterim sağlanır.
butonuna tıklanılarak ağaç gösterim sağlanır.
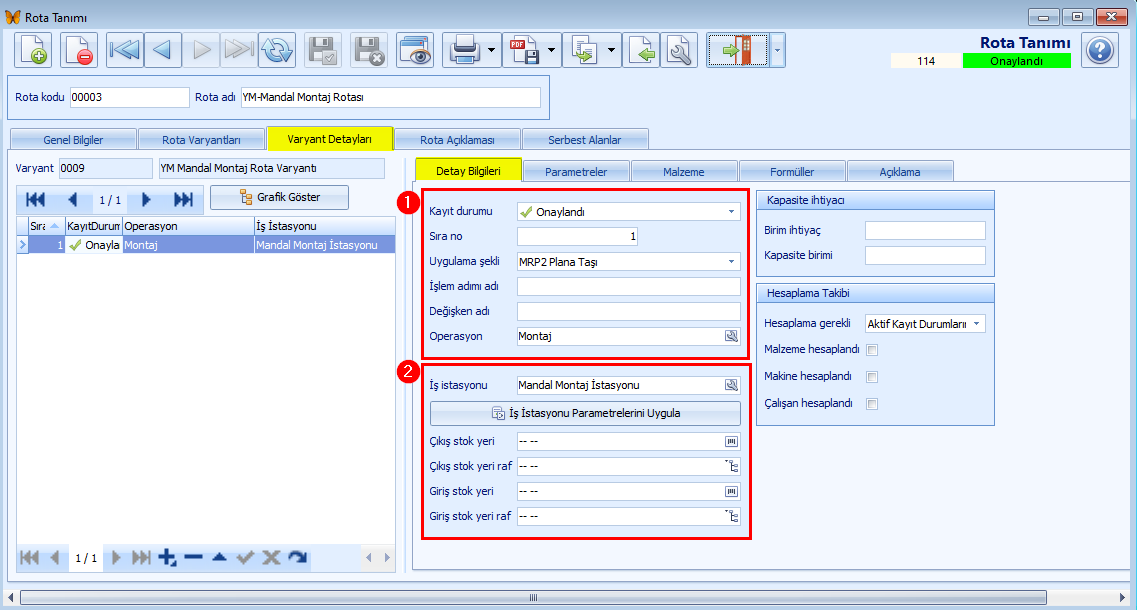
 Detay Bilgileri
Detay Bilgileri
|
Detay bilgilerinde öncelikle rota varyantının kullanımına ait bilgi (1) girilir.
Burada girilen bilgiler Malzeme sekmesinde her bir varyant satırına ait alt bölümdeki ilgili sekmelerdeki alanlara yazılarak kullanılır. Bu şekilde kolaylık sağlanır.
Kayıt durumu satırdaki kayıt için girilir. Satırdaki kayıt durumu tüm veri girişi yapılıp bittikten sonra Onaylandı yapılır. Rota varyantı Onaylandı olarak yapılmaz ise MRP2 işleminde rota oluşturmada kullanılmaz.
Sıra no girilir.
Uygulama şekli seçilir. İş emri oluşturmak için MRP2 Plana Taşı seçili olarak gelir. Planlama modülündeki MRP2 planlama işlem penceresine kayıt gelmesi için seçilir. MRP2 Plana Taşıma seçilir ise iş emri oluşturmada rota kullanılmaz. Sonradan ihtiyaç olursa plana taşı seçeneği seçilir.
İşlem adımı adı girilir. Burada girilen ad rota varyantı satırı için girilen ad Üretim modülündeki İş İstasyonu Vardiya Kayıtları penceresindeki iş emrine çift tıklanarak açılan Gerçekleşen Girişi penceresinde üst bölümde İşlem alanında gösterilir. Kullanıcının karşısına çıkacak olan işlem adı girilir.
Değişken adı girilir. Rota varyant satırı için girilen değişken adı formüllerde kullanım içindir. Değişken adında Türkçe karakter, boşluk kullanılmamalı ve rakamla başlanmamalıdır. Değişken adları satır bazında benzersiz olmalıdır. Yani her satıra farklı değişken adı yazılmalıdır. Rota varyantındaki malzeme vb.bilgiye erişim için bu değişken adı kullanılır.
Operasyon bilgisi satırda ya da burada butonuna tıklanılarak açılan Operasyon penceresinde seçilir. Zorunlu alandır.
İş istasyonuna ait stok yeri ve stok yeri raf bilgileri (2) girilir. Bu şekilde iş istasyonundaki stok bilgisi sabit hale gelir. Bu iş istasyonu her zaman standart olarak bir stok yerinden hammadde alıp bir başka stok yerine yarı mamul/mamul girişi yapıyor ise burada tanımlanır.
İş istasyonu bilgisi satırda ya da burada butonuna tıklanılarak açılan İş İstasyonu penceresinde seçilir. Açılan pencerede veri gelmiyor ise pencerenin altındaki Operasyon alanındaki bilgi klavyeden delete tuşuna basılarak kaldırılır ve programda tanımlanıp durumu Onaylandı olan iş istasyonları listelenir.
İş istasyonu parametreleri uygula butonuna tıklanarak seçili olan iş istasyonuna ait stok yeri ve raf bilgisi getirilir. Buton kullanılmadan elle de bilgi girilir.
Çıkış stok yeri ve Çıkış stok yeri raf seçilir. Hammaddenin çekildiği stok yeri ve raf seçilir.
Giriş stok yeri ve Giriş stok yeri raf seçilir. Üretim işleminden sonra yarı mamul/mamulün giriş yaptığı stok yeri ve raf seçilir.
Gant kapasite planlması için aşağıdaki alanlara veri girilir.
Kapasite birim ihtiyacı girilir. Üretilen mamulun birim zamanda üretilen miktarı girilir.
Kapasite birimi girilir. Adet, paket vb. girilir. Bu alan gant kapasite planlaması için kullanılır.
Hesaplama takibi bölümündeki ayarlar Varyant Detayı bölümündeki Formüller sekmesinde yazılan formülün çalışması ilişkin ayarlardır.
Eğer formül ile işlemlerin kontrolü sağlanmıyor ise bu bölümün kullanılması gerekmez!
Rota varyantındaki Malzeme sekmesinde girilen satırlarda eğer formül hesaplaması var ise burada yapılan ayarlar kullanılır.
Örneğin bir tekstil firmasının boya iş istasyonunda rota varyantının reçetesindeki hesaplama olan satırların çalışmalarına ilişkin formül yazılmış ise burada yapılan ayara göre formül akitf olur.
Hesaplama gerekli alanında rotanın hesaplamasının formülle ne zaman yapılacağına dair ayar yapılır. Her zaman seçilmiş ise MRP2'de rota oluşturulurken hesaplama yapılır. Aktif kayıt durumlarında seçilmiş ise iş emrinin üretimi yapılırken hesaplama yapılır. Hiçbir zaman seçili ise formüller çalışmaz.
Hesaplama takibi ayarları yapılır. Programda malzeme, makine ve çalışan için formülle bir hesaplama yapılıyor ise buradaki Malzeme hesaplandı, Makine hesaplandı, Çalışan hesaplandı kutucukları işaretlenir.
Sistem de MRP2 planlaması işleminde Rota Bilgileri sekmesinde Detay Bilgileri sekmesinde formülle malzeme hesaplaması yapılınca Malzeme Hesaplandı kutucuğuna sistem tik işaretini koyar. MRP2 planlamasında Rota Bilgileri sekmesinde Malzemeler sekmesinde formülle malzeme hesaplaması yapılınca alttaki Makine sekmesinde Makine Atama kutucuğuna tik işaretini koyarak ilgili makinelerin alanlarda seçimini sistem yapar.
|
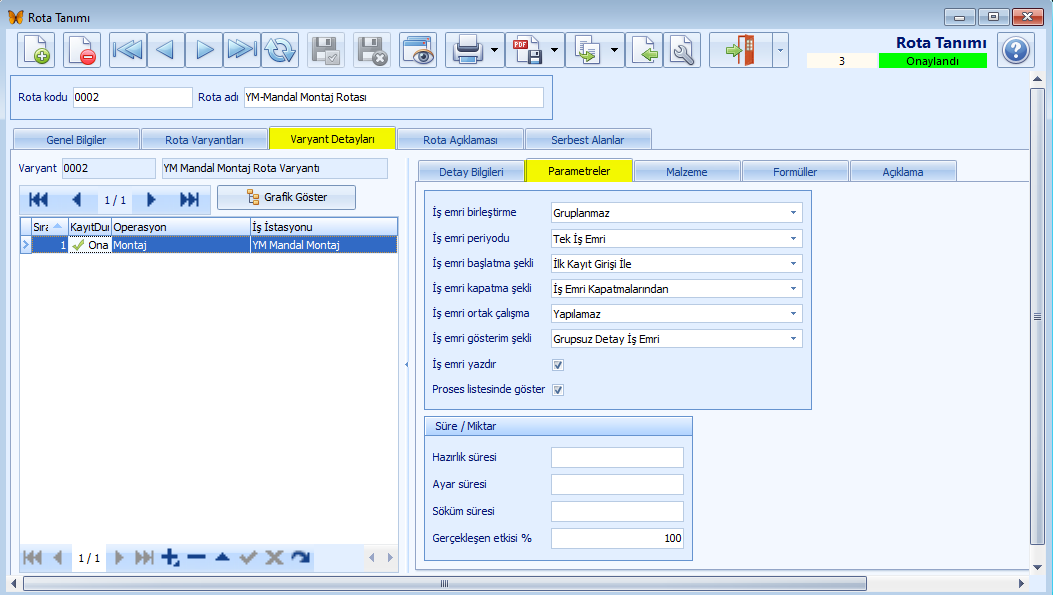
 Parametreler
Parametreler
|
İş istasyonunda üretim yapan kişilere yapacakları iş için iş emri oluşturulmalıdır!
Üretim modülündeki İş İstasyonu Vardiya Kayıtları penceresinde vardiya başlatıldığında burada yapılan ayarlara göre iş emri kayıtları gösterilir.
Eğer iş emri kaydı vardiyaya gelmiyor ise buradaki ayarlar kontrol edilir.
İş emri birleştirme alanında iş emirlerinin neye göre birleştirileceği belirtilir. Operasyon seçilir ise MRP2 Planlama işlemde bir siparişteki farklı mamul/yarı mamul için aynı operasyon kullanılacaksa o zaman tek bir iş emri oluşur. Yani aynı operasyon kullanılan 2 tane mamul/yarım mamul üretimi için 1 iş emri oluşur.
Gruplanmaz seçilir ise MRP2 Planlama işlemde bir siparişteki farklı mamul/yarı mamulun her biri için ayrı ayrı iş emri oluşur. Yani aynı operasyon kullanılan 2 tane mamul/yarım mamul üretimi için 2 iş emri oluşur. Siparişe göre seçilir ise içinde ortak yarı mamuller bulunan siparişler birleştirilerek iş emri oluşturulur.
Örneğin kız ve erkek çocuk dolap siparişinde dolap kapakları kız ve erkek çocuğa göre ayrı ayrı üretilirken dolap gövdesi aynı şekilde yapılacak ise siparişler birleştirilerek gövde yarı mamulünün sayısı siparişlerden toplanarak iş emrine getirilir. Bu şekilde benzer siparişler tek siparişte üretilebilir.
İş emri periyodu alanında iş emrinin ne zaman oluşturulacağı belirtilir. Oluşturulmayacak seçilir ise MRP2 Planlama işleminde iş emri oluşturulmaz. Tek iş emri seçilir ise her bir mamul/yarı mamul için iş emri kaydı oluşturulur. Vardiyaya göre iş emri oluşturulacak ise Vardiya Başına, 1.Vardiya, 2.Vardiya, 3.Vardiya şeklinde seçilir. Eğer vardiya seçenekleri seçiliyor ise Vardiya Planlama penceresinde birinci/ikinci/üçüncü vardiyaların planlamasının yapılmış olması gerekir. Ayrıca eğer vardiya tanımı devreye alınmış ise Vardiya Profil penceresinde tanımlı makine ve personeller sistem tarafından dikkate alınacaktır. Eğer vardiya profilindeki sadece çalışma periyotu kullanılıp makine ve çalışan verisi kullanılmayacak ise ise Vardiya profilindeki Genel Bilgiler sekmesindeki makine ve çalışan verisi alanlarında İş İstasyonu seçilir.Bu şekilde iş istasyonundaki makine ve çalışan verisi iş emri hazırlanırken kullanılır.
İş emri başlatma şekli alanında üretim işinin nasıl başlayacağı belirtilir. İlk kayıt girişi ile seçilir ise ÜRETİM modülündeki İş İstasyonu Vardiya Kayıtları penceresinde Çalışma Başlat ile vardiya kaydı oluştulurunca kayıt içindeki Gerçekleşen Girişi sekmesindeki program tarafından getirilen iş emrine tıklayıp işleme başlanır. İş emrindeki tarih, program tarafından Vardiya Bilgileri sekmesindeki vardiya başlama tarihi alanına girilir.
El ile başlatmalı seçilir ise ÜRETİM modülündeki İş İstasyonu Vardiya Kayıtları penceresinde Çalışma Başlat ile kayıt oluşturunca Vardiya Bilgileri sekmesindeki vardiya başlama tarihi alanına kullanıcı kendisi elle girer.
İş emri kapatma şekli alanında üretim işinin nasıl bitirileceği belirtilir. Kapatma işlemi ile üretimi yapılan iş emrinin kaydının durumu Tamamlandı olur.
Vardiya Kapanışında seçilir ise ÜRETİM modülündeki İş İstasyonu Vardiya Kayıtları penceresinde vardiya çalışma kaydına çift tıklanınca açılan pencerede Vardiya Bilgileri sekmesinde  butonuna tıklanarak vardiya çalışması kapatılır. Vardiya kapatılınca vardiya işlem kaydının durumu Tamamlandı olur. Vardiya işlem kaydı kapatılınca İş İstasyonu Vardiya Kayıtları penceresinde listelenmez. Vardiya kapat butonuna tıklanınca vardiya çalışma kaydı içindeki iş emirlerinin durumu Tamamlandı yapılarak iş emirleri kapatılır. butonuna tıklanarak vardiya çalışması kapatılır. Vardiya kapatılınca vardiya işlem kaydının durumu Tamamlandı olur. Vardiya işlem kaydı kapatılınca İş İstasyonu Vardiya Kayıtları penceresinde listelenmez. Vardiya kapat butonuna tıklanınca vardiya çalışma kaydı içindeki iş emirlerinin durumu Tamamlandı yapılarak iş emirleri kapatılır.
Programda İK personel kaydı içinde görev alanında seçim yapılan görevin içinde Vardiya Amiri işaretlenerek ayar yapıldıktan sonra Vardiya Kapat butonu için Rota Tanımı>Varyant Detayları>Formüller>Gerçekleşen Girişi sekmesinde sadece vardiya amiri olan kullanıcılar için vardiya kapat butonu kullanılabilmesi için formülle ayar yapılabilir. Tanımlar > Terminal Tanımlarında üretimdeki bilgisayara İK ve firma personelleri tanımlanabilir. Bu şekilde vardiya amirlerinin kullandığı bilgisayarda ortak bir kullanıcı olabilir.
İş emri kapatmalarından seçilir ise ÜRETİM modülündeki Toplu İşlemler menüsündeki İş Emri Kapat penceresinde üretim iş emri kapatılır. İş emri kapatılırken Tamamlandı/Yarım Bırakıldı/İptal Edildi durumlarından biri seçilebilir. İş emrinin kapatılmasında illaki üretiminin tamamlanmış olması şartına gerek yoktur.
Atanan işler tamamlanınca seçilir ise ÜRETİM modülündeki İş İstasyonu Vardiya Kayıtları penceresinde çalışma kaydına çift tıklanarak iş emrindeki üretimi tamamlanan mamul/yarı mamul %100 olmuş ise kayıt durumu Onaylandı ve sonrasında Tamamlandı yapılınca iş emri kapatılır.
El ile bitirilir (Vardiyada) seçilir ise ÜRETİM modülündeki İş İstasyonu Vardiya Kayıtları penceresinde çalışma kaydına çift tıklanarak iş emrinin durumu Onaylandı ve sonrasında Tamamlandı yapılınca iş emri kapatılır.
İş emri ortak çalışma alanında seçim yapılır. Örneğin bir operasyon birden fazla farklı istasyonlarda yapılabilir. Bu durumda ortak çalışma yapmaya uygundur.Yapılabilir seçilir ise tek bir iş istasyonda iş emirleri toplanır.Yapılamaz seçilir ise iş emirleri birleştirilemez.
İş emri gösterim şekli seçilir. Grupsuz Detay İş Emri seçilir ise ÜRETİM modülündeki İş İstasyonu Vardiya Kayıtları penceresinde çalışma kaydına çift tıklanınca açılan pencerede Gerçekleşen Girişi sekmesinde herbir iş emri ayrı ayrı gösterilir.
İş emrini yazdır kutucuğu işaretlenerek ayar yapılır. İş yapılınca yani tamamlandı durumuna gelince iş emri yazdırılır.
Proses listesinde göster kutucuğu işaretlenerek ayar yapılır.
Süre bilgisi üretim planlamasının yapılacağı son tarihin hesaplanması için girilir.
Hazırlık süresi, Ayar süresi, Söküm süresi girilir.
Burada girilen süreye bağlı olarak PLANLAMA modülünde MRP2 Planlama penceresinde yeni bir planlama kaydındaki Genel Bilgiler sekmesinde Son Tarih alanında tarih burada belirtilen hazırlık, ayar ya da söküm süresine göre hesaplanır.
Gerç.Etkisi % girilir. Aksi belirtilmediği sürece 100 olarak girilir.
|
|
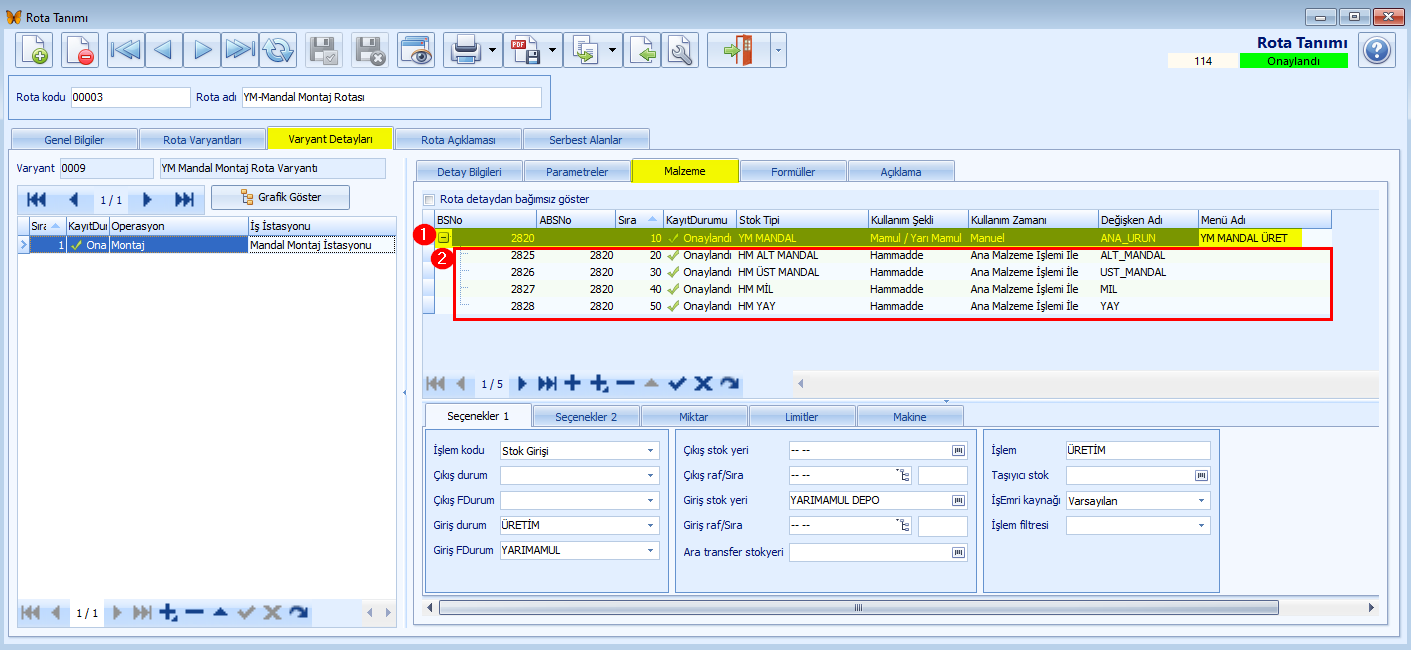
Malzeme
İş istasyonundaki operasyonda üretimi yapılacak olan mamul/yarı mamul ve üretimde kullanılacak olan malzemeler listelenir.
1.Öncelikle üretimi yapılacak olan mamul/yarı mamul  butonuna tıklanarak oluşan satırda Stok Tip Adı seçilerek girilir. Değişken Adı sütununda üretimi yapılacak olan mamul/yarı mamul için ANA_URUN olarak değişken adı girilir (1). Bu değişken adı ile sistemin kod yapısında hesaplamalar yapılacağı için mutlaka ANA_URUN değişken adı girilmelidir! butonuna tıklanarak oluşan satırda Stok Tip Adı seçilerek girilir. Değişken Adı sütununda üretimi yapılacak olan mamul/yarı mamul için ANA_URUN olarak değişken adı girilir (1). Bu değişken adı ile sistemin kod yapısında hesaplamalar yapılacağı için mutlaka ANA_URUN değişken adı girilmelidir!
Kullanım Şekli sütununda üretimi yapılacağı için Mamul/Yarı Mamul seçilir. Kullanım Zamanı sütununda Manuel seçilir. Manuel olarak seçilmesi herhangi bir zamanda üretiminin yapılabileceği anlamına gelmektedir. Menü adı sütununda üretim işlemi için kullanılacak olan buton adı girilir. Buton, Üretim > İş İstasyonu Vardiya Kayıtları penceresindeki bir iş emrine tıklandığı zaman açılan pencerenin Gerçekleşen Girişi sekmesinde sol bölümde gösterilecektir. Buton sayesinde üretimi yapılacak olan iş emirleri filtrelenir.
2. butonuna tıklanarak üst satırın altında satır oluşturulur.
Üretimde kullanılacak olan hammadde/yarı mamul için satırda Stok Tip Adı seçilir.
Değişken adı sütununda Stok Tip Varyantındaki malzeme listesi ile aynı olacak şekilde değişken adı girilir. Varyant ile rotanın ilişkilendirilmesi için aynı değişken adı girilmesi zorunludur!
Kullanım şekli Hammadde olarak seçilir. Hammadde olarak seçilen malzemelerin stok yerinden çıkışı yapılacaktır.
Kullanım Zamanı sütununda Ana Malzeme İşlemi İle olarak seçilir.
Menü adı sütunıunda üretimi yapılacak olan yarı mamul/mamul için üretim işlemlerinde filreleme yapılmasını sağlayan operasyon buton adı girilir. Burada girilen buton adı ile Üretim>İş İstasyonu Vardiya Kayıtları penceresinde vardiya kaydı içindeki Gerçekleşen Girişi sekmesinde sol bölümde iş emirlerinin üretimi yapılacak olan mamul/yarı mamul için buton gösterilir.
Her bir satır kaydının durumu Onaylandı yapılır.
Diğer malzemeler de sırasıyla butonuna tıklanarak alt alta oluşturulur (2).
Her bir satır ile ilgili detaylı bilgi ise alt bölümdeki Seçenekler 1, Seçenekler 2, Miktar, Limitler, Makine sekmelerinde girilir.
Seçenekler 1
İşlem kodu alanında satırdaki hammadde/yarı mamul/mamul için hangi stok işleminin yapılacağı belirtilir. Örneğin Kullanım Şekli olarak Hammadde seçilen satırlardaki malzemelerin üretim işlemi sonucunda stok çıkışı yapılacak ise Stok Çıkışı, Kullanım Şekli olarak Mamul/Yarı Mamul seçilen satırdaki üretim şlemi sonucunda stok girişi yapılacak ise Stok Girişi seçilir. Böylelikle üretim gerçekleşince burada tanımlanan işlem koduna göre stok yerine giriş ya da çıkış sistem tarafından otomatik olarak yapılır.
Çıkış durum alanında üretim için kullanılacak olan yani stok yerinden çıkışı yapılacak olan malzemenin ilgili stok yerindeki Durum bilgisi yazılır. Yani hammadde olarak kullanılacak olan bir malzemenin Hammadde deposundaki durumu olan TİCARİ ya da yarı mamul olarak kullanılacak olan bir malzemenin Yarı Mamul deposundaki durumu olan ÜRETİM girilebilir.Durumların doğru yazılması için Karar Destek modülündeki Stok Yeri İncele penceresindeki ilgili stok yeri seçilerek Stok Durum sütunundaki durumlar incelenebilir. Eğer buradaki durumların dışında olmayan farklı bir durum yazılır ise sistem durumu anlayamaz ve işlem yapamaz.
Çıkış FDurum alanında üretim için kullanılacak olan malzemenin ilgili stok yerindeki FDurum bilgisi yazılır. Yani hammadde olarak kullanılacak olan bir malzemenin Hammadde deposundaki durumu olan FDurum alanında NORMAL ya da yarı mamul olarak kullanılacak olan bir malzemenin Yarı Mamul deposundaki durumu olan MAKAS, DELME,KESME vb. girilebilir. FDurumların kontrolü için Karar Destek modülündeki Stok Yeri İncele penceresindeki ilgili stok yeri seçilerek Stok FDurum sütunundaki durumlar incelenebilir. Eğer sistemde olmayan bir FDurum yazılır ise program işlem yapamaz!
Bir yarı mamul/mamul üretiminde üretim iş istasyonlarında işlem yapılırken üretimin ilerleyişini takip etmek için FDurum özelliği kullanılır!
FDurum özelliğinin kullanım amacı; müşteri siparişinin üretimin farklı aşamalarından geçerkenki durumunu takip etmek ya da üretimde olan bir ürünün farklı aşamalardan geçerkenki stok durumunu takip etmektir.
Örneğin bir sunta 5 farklı iş istasyonundan geçerek yarı mamule dönüşüyor ise bunun için FDurum alanına durum geçişleri belirtilir.
İş istasyonları makas, delme, kesme vb. olabilir. Bu durumda her iş istasyonunda FDurum:Makas, FDurum:Delme, FDurum:Kesme girilebilir.
Giriş Durum alanında üretim yapıldıktan sonra mamul/yarımamulun gireceği stok yerindeki Durum bilgisi yazılır. Yani yarı mamul olarak üretilerek Yarı Mamul deposuna gireceği zaman durumu bu alanda ÜRETİM olarak yazılabilir. Eğer ek ürün ya da hurda oluşuyor ise EKURUN ya da HURDA gibi isimler verilir.
Giriş FDurum alanında üretim yapıldıktan sonra mamul/yarımamulun gireceği stok yerindeki FDurum bilgisi yazılır. Genellikle yarı mamulun üretiminin yapıldığı iş istasyonlarındaki işlemler ile ilgili bir isim verilir. Örneğin MAKAS, DELME, KESME, KAYNAK, MONTAJ vb. isimler verilebilr.Eğer yarı mamul kesim iş istasyonunda kesilerek işlem görüyor ise bu alanda KESME olarak yazılabilir. Bu şekilde stok yerine girerkenki KESME durumu ile stok takibi de yapılabilir. FDurumların kontrolü için Karar Destek modülündeki Stok Yeri İncele penceresindeki ilgili stok yeri seçilerek Stok FDurum sütunundaki durumlar incelenebilir. Eğer sistemde olmayan bir FDurum yazılır ise program işlem yapamaz!
Çıkış stok yeri ve Çıkış raf/sıra alanlarında üretimde kullanılan malzemeler için stok yeri ve raf seçilir. Çıkış stok yeri, genellikle üretim için malzeme alınarak kullanılan depolardır. Çıkış stok yerleri olarak Hammade Depo, Yarı Mamul Depo, Ticari Depo olabilir.
Giriş stok yeri ve Giriş raf/sıra alanlarında üretilerek oluşan yarı mamul, mamul, hurda, ek ürünlerin girdiği stok yeri ve raf seçilir. Giriş stok yeri, genellikle üretim sonucunda oluşan ürünlerin ya da üretim esnasında oluşan ek ve hurda ürünlerind girdiği depolardır. Çıkış stok yerleri olarak Mamul Depo, Yarı Mamul Depo, Hurda Depo, Yan Mamul Depo olabilir.
Ara transfer stok yeri seçilir. Bazı firmalarda üretim içinde ara stok yerleri olabiliyor.
İşlem alanında varsayılan olarak Üretim adı sistem tarafından getirilir. Burada girilen bilgi kullanıcının karşısına Üretim>İş İstasyonu Vardiya Kayıtları penceresinde vardiya kaydı içindeki Gerçekleşen Girişi sekmesinde iş emrine çift tıkladığı zaman açılan pencerede üst bölümde gösterilir.
Taşıyıcı stok  butonuna tıklanılarak açılan Stok Kartı penceresinde seçilir. Mamul üretilince bir arabanın içine koyarak üretim içinde taşınabilir. Taşınan aracın stok kartı sistemde açılarak seçilir. butonuna tıklanılarak açılan Stok Kartı penceresinde seçilir. Mamul üretilince bir arabanın içine koyarak üretim içinde taşınabilir. Taşınan aracın stok kartı sistemde açılarak seçilir.
İşEmri kaynağı alanında varsayılan olarak sistem tarafından Evet getirilir. İş emrinin üretilmesi ile ilgili ayardır. Hayır seçilirse iş emri üretilmez.
İşlem filtresi seçilir. Kalite kotrol için yapılan ayardır. Kalite kontrolün rota bağlantısının kurulması için kullanılır. Kalite kontrolün tekrar yapılması için ayar yapılır. Kabul mü yapılır şartlı kabul mü yapılır buradan ayarlanır.
|
Seçenekler 2
Etiket yazdırma alanında mamul/yarı mamul olan ilk satırdaki iş ile ilgili rapor çıkarılması için ayar yapılır. Varsayılan olarak Yazdırılmaz seçili gelir.Stok İşlem seçilir ise yapılan işlemin raporu için veri stok işlem tablosundan alınır. Stok Asıl ve Stok Çeki tablolarından veri çekilecek ise bu seçenekler seçilir. Genellikle bu alandaki seçim montaj operasyonu olan en son iş istasyonunda mamul üretimi için oluşturulan satırda yapılır. İlk aşamada bu adım kullanılmaz.
Etiket raporu alanında stok işlemine bağlı etiket yazdırmasında kullanılacak olan rapor seçilir. Raporun tasarımının sisteme alınmış olması gerekir. Aksi halde burada açılan penceredeki listede görünmez ve seçilemez.
Dinamik seçim alanında ebatlama ile ilgili seçim yapılır. Varsayılan olarak Tanımlı İse seçili gelir.
Durum önceliği alanında iş emrinin hangi koşulda öncelikli üretileceği belirtilir.
Jenerik stok alanında hesaplama ile bilgi getirilir.
Dinamik stok alanında hesaplama ile bilgi getirilir.
Kalite alanında  butonuna tıklanılarak açılan Kalite Kontrol Standart penceresinde yeni bilgi girişi yapılır. butonuna tıklanılarak açılan Kalite Kontrol Standart penceresinde yeni bilgi girişi yapılır.
Lot alanında  butonuna tıklanılarak açılan Stok Lot penceresinde seçilir. butonuna tıklanılarak açılan Stok Lot penceresinde seçilir.
Gerekli İK Görev seçilir. Operatör ya da Kontrolör seçilir ise işlem yapma yetkisi verilir. Onaylayan seçilir ise işlem yapma yetkisi olmaz. Burası detayda yetki vermek içindir. İstisnai bir durum olursa diye konulmuştur. Buradaki yetkinin düzgün çalışması için program kullanıcısında tanımlı olan İK personeli görev kaydının içinde Operatör, Kontrolör, Onaylayan var mı diye kontrol edilmesi gerekir.
KK Menu Filtresi seçilir. Mamul/yarı mamul olan ilk satırdaki iş ile ilgili bir kalite kontrol işlemi yapılıyorsa ve bir form dolduruluyorsa bu alan kullanılır. Sistemde hazırlanan kalite kontrol formun kodu tespit edilip bu alana yapıştırlır. Örneğin kesilen bir suntanın kenarları zımparalanıyorsa bununla ilgili bir kalite kontrol formu dolduruluyorsa ilgili kalite kontrol formunun açılabilmesi için bu alana form kodu girilir.
Operasyon alanında sistem tarafından hesaplama yapılırsa bu alana operasyon bilgisi gelir.
İşlem kodu alanında sistem tarafından hesaplama yapılırsa bu alana işlem kodu bilgisi gelir.
Sayaç modu alanında varsayılan olarak sistem tarafından Pasif getirilir. Mamul/yarı mamul olan ilk satırdaki ürün üretimi için eğer makineden veri alınıyor ise hangi sayaç değeri alınacak ise Sayaç .... seçilir. Bir makinede en fazla 5 sayaç olacağı için burada en fazla 5 değerin adı bulunmaktadır. Genelde makinelerde giriş ve çıkış olmak üzere 2 sayaç olur. PLC gibi cihazlarda 4 sayaç olabiliyor.
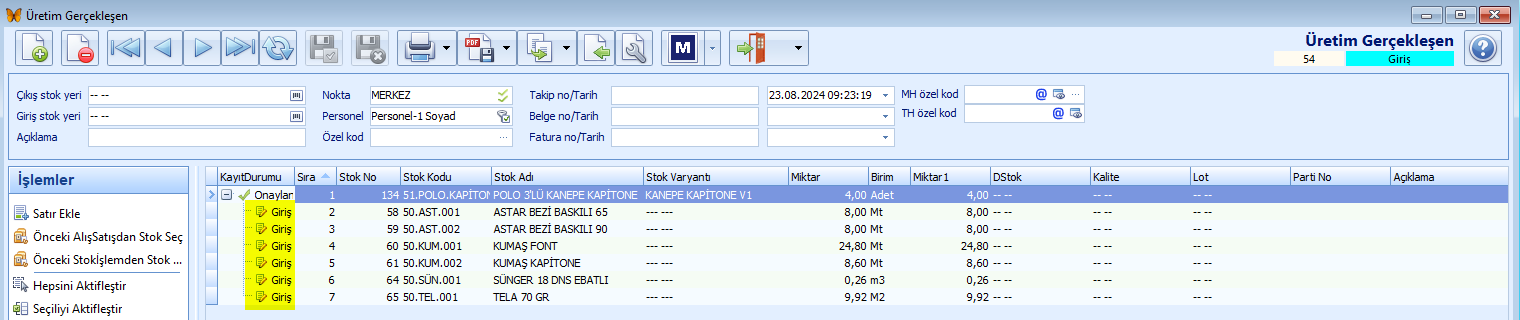
Durum öndeğeri alanında Giriş,Onaylandı,Aktif vb.seçilir. Üretimde iş emri ile ilgili gerçekleşen girişi yaptıktan sonra stok işleminin otomatik yapılıp yapılmayacağı ile ilgili ayardır.
Eğer Giriş seçilirse Üretim>İş İstasyonu Vardiya Kayıtlarındaki listenen vardiya kaydının içine girilince Gerçekleşen Girişi sekmesindeki iş emrine tıklanarak açılan pencerede üretim için adet, birim vb. bilgisi girilerek Tamam butonuna tıklanınca üretim gerçekleşir fakat üretimde harcanan malzemelerin stok işlemleri sistem tarafından yapılmaz. İşlemler>Stok İşlemleri penceresindeki Üretim Gerçekleşen Girişi kayıtlarını kontrol ederek kayıt durumları Giriş olarak görülür. Burada yetkili bir kişi kontrol yapıp elle Onaylandı yaparak stok çıkışını yapmaktadır.
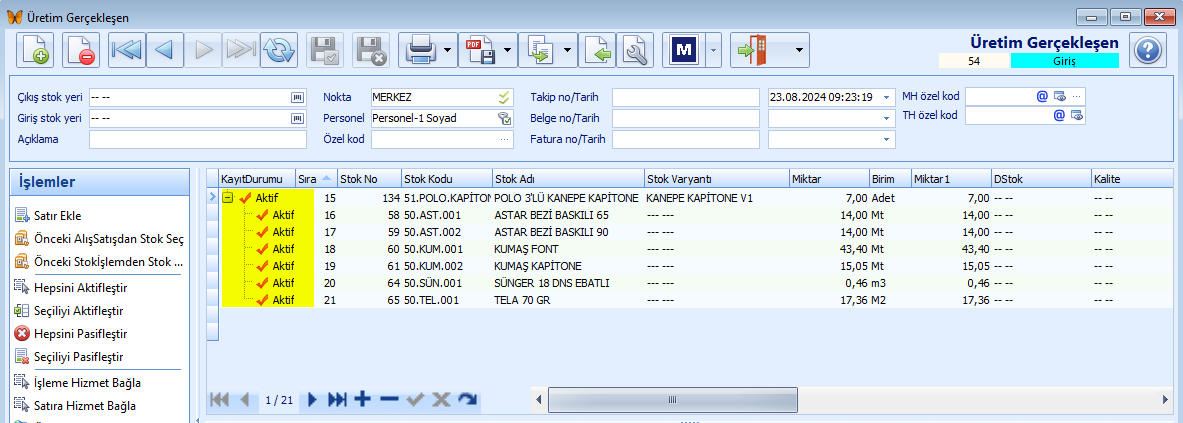
Eğer Onaylandı/Aktfi seçilirse Üretim>İş İstasyonu Vardiya Kayıtlarındaki listenen vardiya kaydının içinde girilince Gerçekleşen Girişi sekmesindeki iş emrine tıklanarak açılan pencerede üretim adet, birim vb. bilgisi girilerek Tamam butonuna tıklanca üretimde harcanan malzemelerin stok işlemi yapılır.İşlemler>Stok İşlemleri penceresinde Üretim Gerçekleşen Girişi kaydının durumu sistem tarafından Akitf yapılır.
Buton resim alanında mamul/yarı mamul olan ilk satırdaki operasyon için resim seçilir. Üretim>İş İstasyonu Vardiya Kayıtlarındaki listenen vardiya kaydının içinde girilince Gerçekleşen Girişi sekmesinde pencerenin sol bölümündeki mamul/yarı mamul üretimine ait operasyon butonun adının yanında seçilen resim gösterilir.
Düzenleme formu alanında eğer programdaki standart olan gerçekleşen girişi formunun dışında farklı bir form kullanılacak ise ilgili özel tasarım burada seçilir. Üretim>İş İstasyonu Vardiya Kayıtlarındaki listenen vardiya kaydının içinde girilince Gerçekleşen Girişi sekmesinde iş emrine tıklandığı zaman açılan formun farklı tasarımda olması için burada form seçilir.
Veri griş tanımı seçilir. Üretim>İş İstasyonu Vardiya Kayıtlarındaki listenen vardiya kaydının içinde girilince Gerçekleşen Girişi sekmesinde iş emrine tıklandığı zaman açılan formdaki alanlar Veri Giriş Tanımı penceresinde ayarlanır. Bu alanın doldurulması zorunludur!
|
Miktar
Rota hesaplamasındaki miktar ve birim işlem bilgisi tanımlanır.
Birim işlem bölümünde 1 birim iş için üretilen yarı mamul/mamul ya da kullanılan malzemenin miktar bilgisi girilir.
Miktar katları ve Miktar1 katları alanında işlemin belli bir sayı katı ile yapılacağının bilgisi girilir. 10'arlı, 20'şerli gibi yapılması için sayı değeri girilir.
Süresi alanında birim işlemin yapılma süresi girilir.
Gerç.Etkisi % alanında birim işin gerçekleşene etki yüzdesi girilir.
İşlem miktarı bölümünde üretilen yarı mamul/mamul ya da kullanılan malzemenin miktar bilgisi girilir.
%, Miktar, Miktar, Birim, Miktar 1 alanlarına bilgi girilir.
Gerçekleşen öndeğerleri bölümünde üretilen yarı mamul/mamul ya da kullanılan malzemenin miktar bilgisi
Burada girilen değerlere göre kullanıcıdan bağımsız olarak sistem tarafından miktarlar hesaplanarak getirilir.
Üretim>İş İstasyonu Vardiya Kayıtlarındaki listenen vardiya kaydının içinde girilince Gerçekleşen Girişi sekmesinde iş emrine tıklandığı zaman açılan formda miktar gösterilir.
Miktar, Birim, Miktar1 alanlarına bilgi girilir. Gerçekleşen Girişi kutucuğu işaretlenir. Üretimden giriş işaretlenerek Evet seçilerek ayarlanır.
Detay yönetimi bölümünde yapılan seçimler teksitl işlemleri içindir. Özellikle tekstilin boya operasyonu ile ilgili hesaplamalar için kullanılır.
Detay yönetimi demek ana malzemeyi (mamul/yarı mamul) oluşturan malzemelerin yönetimidir.
Sistem tarafından getirilen bilgiler aksi yapılmayacak ise aynen bırakılır.
Detay işlem türü alanında makinenin üzerindeki yük yani stoğun bitirilmesi ile ilgili seçim yapılır. Varsayılan olarak İşlem Yapma seçilidir. Makinenin ve ona bağlı olan taşıyıcıda yük gözükür. Hammadde Bitir seçilerek makinenin üzerindeki stoğun bitirilmesi ile ilgilidir. Makinenin üzerindeki yük indirilince makine boşa çıkar.
Yönetilen detay alanında varsayılan olarak Asıl tarafından yönetilir seçilidir. Yani ANA_URUN değişken adı verilen Yarı Mamul/Mamul (1) adetine göre altteki hammadde/ticari maddelerin (2) miktar hesabı yapılır. Örneğin 100 adet mamul/ yarı mamul üretileceği zaman her bir alt malzemesi de 100 ile çarpılarak hesaplanır. Her kırılımdaki mamul/yarı mamul kendisine ait altındaki malzemelerin miktarını yönetir. Detay tarafından yönetilir seçeneğinde ise malzemelerin adetlerinden mamul/yarı mamul miktarı hesaplandığı durumlarda kullanılır. Örneğin malzemeler tartılarak ürün meydana getirildiği gibi bir üretim şeklinde seçilir.
Miktar hesabı alanında varsayılan olarak Diğer Miktar ile oranlı seçilidir. Yani satırdaki miktarın adedinin hesaplamasında ama malzeme miktarı ile orantılı olacaktır. Örneğin 1 adet kanepe için 4 adet ayak kullanılırken orandan dolayı sistem 5 adet kanepe için ayakları hesaplarken 5x4=20 olarak hesaplayarak miktarı hesaplar. Yani sistem ana malzemenin miktarı ile orantılı olarak malzemeyi kullanır. Bu ayar seçilmez ise sistem kanepe miktarının artmasına rağmen orantılı olarak ayak miktarını hesaplayamaz. Ana ürüne bağlantılı malzeme hesaplaması yapılacak ise mutlaka Diğer Miktar ile oranlı seçilmelidir!
Miktar1 hesabı alanında varsayılan olarak Diğer Miktar1 ile oranlı seçilidir. Yani satırdaki miktarın adedinin hesaplamasında ama malzeme miktarı ile orantılı olacaktır.
RefMiktar hesabı alanında makinenin üzerindeki stoktan harcanırken kullanılan malzeme miktarıdır. Satırdaki miktarın adedinin hesaplamasında bir üst ana malzeme miktarı ile orantılı olacaktır. Örneğin dokuma makinesi bir kumaşı üretirken üzerindeki ipi kullanarak işlem yapar. Bunun için makine üzerindeki sarf edilen ipin miktar bir üst ana malzeme miktarı ile orantılı olarak hesaplanır.
RefMiktar1 hesabı alanında makinenin üzerindeki stoktan harcanırken kullanılan malzeme miktarıdır. Satırdaki miktarın adedinin hesaplamasında bir üst ana malzeme miktarı ile orantılı olacaktır. Örneğin dokuma makinesi bir kumaşı üretirken üzerindeki ipi kullanarak işlem yapar. Bunun için makine üzerindeki sarf edilen ipin miktar bir üst ana malzeme miktarı ile orantılı olarak hesaplanır.
|
Limitler
Bu bölümde girilen limitler ürün üretiminde kısıtlama yapabilmek içindir. Bu şekilde gereksiz üretim yaparak maliyetlerin artırılması engellenmiş olunur.
Örneğin sistemde İş Emri Limiti max. %10 olarak girilmiş ise 1000 adetlik bir müşteri siparişinin en fazla 1100 adet olarak üretilmesine sistem izin verir.
Üretim gerçekleştirilirken 1100 adet üzerinde üretim adedi girilemez.
Üretim sipariş limitleri min/max % bölümünde üretim siparişindeki miktarının, müşteriden gelen sipariş adedine göre belirtilen yüzdenin altında ya da üstünde olmasına izin verilmez.
İş emri limitleri min/max % bölümünde iş emrindeki miktarının, müşteriden gelen sipariş adedine göre belirtilen yüzdenin altında ya da üstünde olmasına izin verilmez.
Gerçekleşen limitleri min/max % bölümünde iş istasyonunda gerçekleşen girişi miktarının, müşteriden gelen sipariş adedine göre belirtilen yüzdenin altında ya da üstünde olmasına izin verilmez.
Bloke miktar ve Bloke miktar1 girilir. Bloke miktarın üzerinde
Uyarı miktar ve Uyarı miktar1 girilir.
Referansı alanında iş emrindeki ana ürün olan yarı mamul/mamul miktarı için Ana İşlem Miktarı seçilir ya da üretimde girişi yapılan miktar için Gerçekleşen Ön Değer seçilir.
|
Makine
Üretimde kullanılacak olan makineler eller seçilir.
Eğer script yazılarak ayar yapılmış ise rota hesaplanınca Makine hesaplandı kutucuğuna işaret konularak buradaki alanlarda scripte bağlı seçilir.
Makine Tipi  butonuna tıklanılarak açılan Makine Tip Seçimi penceresinde seçilir. butonuna tıklanılarak açılan Makine Tip Seçimi penceresinde seçilir.
Makine grubu butonuna tıklanılarak açılan Makine Grubu penceresinde seçilir.
Makine adı butonuna tıklanılarak açılan Makine penceresinde seçilir.
Makine Ayarı butonuna tıklanılarak açılan Makine Ayarı penceresinde seçilir.
Makine raf sıra no girilir.
Makine atama kutucuğu işaretlenerek makine planlaması aktif hale getirilir. Eğer burada işaretlenmemiş ise ilgili mamul/ yarı mamul üretimi için hazırlanan rotadan makine planlaması yapılamaz. Planlama modülündeki Makine Atama Planlama/Gant penceresinde iş emrinin üretimi için makine bilgisi gelmez.
Makine başlama için İş emri çalışma başı seçilir.Makinenin ne zaman çalışmaya başlayacığı belirtilir.
Makine yükü log raflar (sıra no virgül ile ayrılmış) alanına raflar sıra numarasında arada virgül ile yazılır.Örneğin ISI; HIZ; NEM gibi verinin loglanlaması için bu şekilde belirtilir.
Hammade bitir raf sıra nolar alanında Yıldız (*) yazılır ise tüm raflar loglanır. Ya da rafın sıra numarası yazılır ve makine haberleşmesi ile okunur.
|
|
Formüller sekmesinde Geçerlilik Şartı, StokVaryant ÖnHesap, StokVaryant SonHesap, MRP2 ÖnHesap, MRP2 SonHesap alanlarında gerekli formüller yazılır.
Açıklama sekmesinde kısa ve de uzun açıklama yapılır.
Rota Açıklaması girilir.
Serbest Alanlar sekmesinde kullanıcı isteğine bağlı ek alanlar tanımlanabilir.